You can pay by credit card or paypal when you check out via the shopping
cart. If you would rather pay by check or money order, please email me.
Faceplates
I have "upgraded" to accept paypal and credit cards, so the drop down menus on the left of the tables show prices
and the various options. Read about faced, thread
relief .
If you would rather pay by check, that is fine, please email me. I can
often offer a quantity discount, so if you are buying more than ten of
anything, please ask.
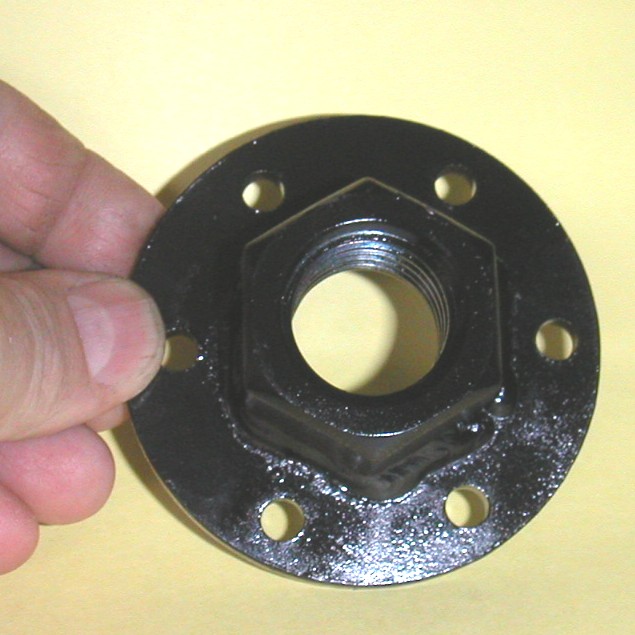
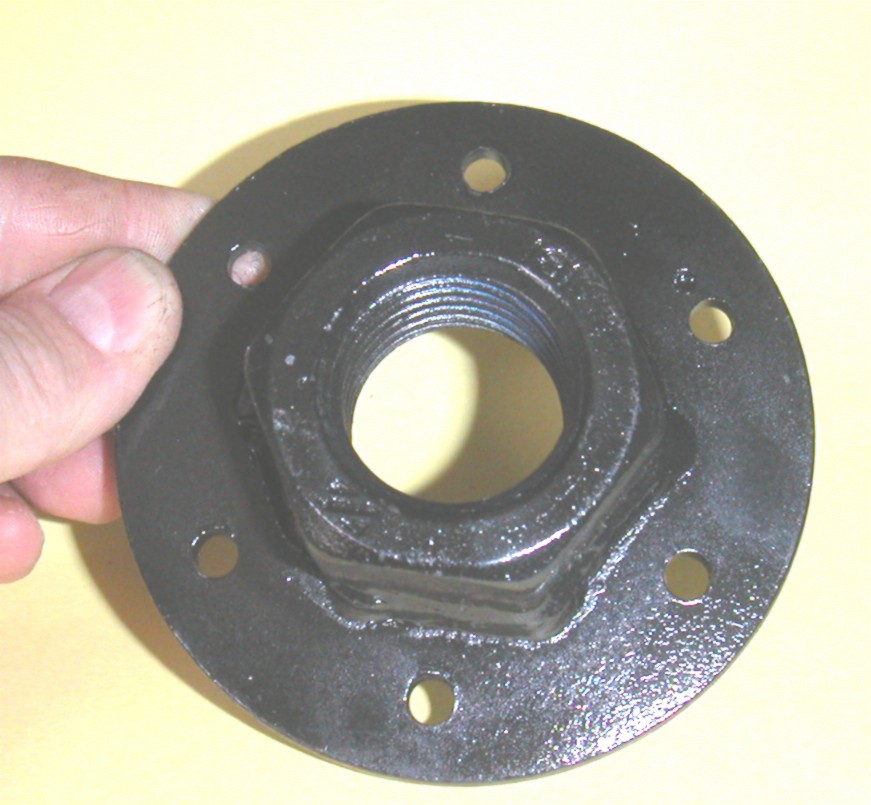
I have included a few typical images of the completed faceplates, mostly
they look the same. The inexpensive ones I can make by welding a nut to a
washer - you will notice that for some sizes, the price jumps suddenly, that
is because I can't use a washer for the larger sizes and so there is a lot
more machining work to make the faceplate. (note - click images to enlarge)
Thread size
Washer size/other size
Fits
3/4 X 16, 3/4-12 and 3/4 X 10
2" diameter
2"-10 RH Options
2"-12 RH Options
2"-16 RH Options
2" 3/4-16 LH 4" Options
3/4 X 16, 3/4-12 and 3/4 X 10
4" diameter
4"-10
RH Options
4"-12 RH Options
4"-16 RH Options
3/4-16 LH 4" Options
Sears/Craftsman, Sears/Kingsley
Harbor Freight, some other Chinese brands
1X8 Right and Left Hand, 3,4,6 inch diameter
1 in-8 Right Hand Faceplate
1 in-8 Left Hand Faceplate
3 in
4 and 6 inch sizes also available
Delta, Most Minis, OneWay 1224, Vicmarc VL100
1X12 right hand, 3, 4, 6 inch
1"-12 faceplate
1X12 left hand, 3, 4, 6 inch
1X12 left hand, 3, 4, 6 inch
3 in 4 and 6 inch
older Walker
turner, some Myford
1 1/8 X 8 Note - I can also make 1 1/8 7 left hand
as used on some lathes, inquire.
1 1/8 -8 faceplate
3 in 4 and 6 inch sizes also
available
IMPORTANT - some powermatic 90 lathes use 1 1/8-7 LH on the
outboard spindle - I can make those too, same price as the 1 1/8-8 ones but
you must let me know which one you need.
Oliver, I am told the 1 1/8" x 8 & 1" x 8 LH also fit Yates American / Brodhead-Garrett J-170 lathes.
1 1/4 - 8
1 1/4 -8 faceplate
4 in
4 and 6 inch diameter available0
Woodfast, Stubby, Nova, General, Vicmark
VL200, VL30
1 1/2 X8
1 1/2 -8 faceplate
4 in and 6 inch diameter
Powermatic 90 note, you may need the nut extension,
please measure your spindle
M33X3.5
M33X3.5 faceplate
4 in and 6 inch diameter
Most Oneway
5/8" pin-mounted Faceplate
Shopsmith, older Dunlap
1 7/8-6 - I can make these, but please inquire, this one is
undrilled so the user puts holes where they want, the faceplate is 6 inches
in diameer, the spindle length is 2 1/4 inches, and the thread relief is an
inch
each one of these has needed to be different, so I really need
your measurements to make it right
Oliver Pattern Maker's lathe
Note - I like to use tapped holes
when making fixtures - if you want tapped holes, choose "plain",
and add $8 per faceplate for drilling and tapping for 1/4X20 thread machine
screws. I can send you an invoice, I didn't put this option into the
Buy Now menus
Custom Faceplate options
----------------
I have listed above the most common faceplates and their needs.
Here are some special needs that I have encountered and their costs:
if the total length of your spindle is greater than the diameter, you
may need me to extend the nut - please ask, I will let you know. Costs will
vary, from a low of $5 and up, depending on what I have to do
Thread sizes not listed above - both Left Hand and Right Hand - I can
probably make them, but cost will depend on the size you want.
Other diameters - I can make up to 11 1/2 inch diameter, please inquire,
typically $10 per inch of diameter above 6". These larger faceplates
are very heavy.
Carving stand -
Place this stand in your banjo instead of a tool rest. When you finish
turning your work, leave the faceplate/chuck attached and screw it onto this
stand for carving or painting. I have not included a buy it now button
for the threaded rod, just email me with your needs
Thread size
Photo
Length
Threaded rod only
Notes
Carving Stands 1"-8, 1 1/4 -8, and special sizes
Carving Stand
1"-8 looks like the one below, but threads are
silver colored
2 inches
7/8 or smaller shaft - please specify shaft diameter when ordering
$4 for 4 inches, $0.50 per inch additional
length
larger shaft sizes available, cost will typically
be $16
I turn the shaft a few thousandths undersize so it will
fit easily into the banjo even when it's a metric (25 mm) banjo like the
Stubby or a little scraped up.
various sizes - specify threads and tool post
size
same notes as above, be sure to specify shaft
diameter and desired length
Spindle Adapters
Spindle Adapters
Adapter
1X8 to Shopsmith
1 inch threaded 1X8 (female), 1.25 inch shaft
5/8 inch diameter with flat
I may change the design a little, depending
on what I have available at the time. the one shown is made in 2 pieces.
Adapter
Shopsmith to 1X8
allows using 1X8 threaded accessories on your
Shopsmith
5/8 hole for Shopsmith, 1X8 exterior threads
with nut and locking screw
Adapter - 1 to 1 1/4
allows using your 1.25 sized accessories on
your mini lathe
I can make these with other thread
combinations as required - generally the price will be about the same.
Please email with inquiry
special adapter, 1 to 1 1/4
same as above, but by using all thread or a
cut off piece of a bolt, you can use this either way - to put 1-8 inch
stuff on your 1 1/4-8 lathe or to put a larger item on the smaller lathe
As above, I can make these in any thread size
that I have a tap and/or die for - if I need to buy a special tap or die,
then I'll charge $20 plus the cost of the tap/die.
Other Items
other items
Chuck mounted spur drive
this particular one has a diameter of 2
inches, which then steps up to about 2 1/4 inches. You clamp in your
chuck and screw pointed screws into the holes to make a large spur type
drive
2 inches is a good size, but I can make these
in other sizes and different threads if you like.
spindle extender
Note duct tape on threads to protect them, I forgot to take a photo without
the tape
this is a
1"--8 spindle extender - 2.25 inches long - I've changed the way I make
these, now I make 3" long using two separate pieces - I can make these
shorter ones if you ask.
To make things easy, shipping
within the USA is
$10 for 1 to 5 faceplates, carving stands, or combination. For more than 5, there will be
additional shipping, but you will usually save some $$ by combining shipments.
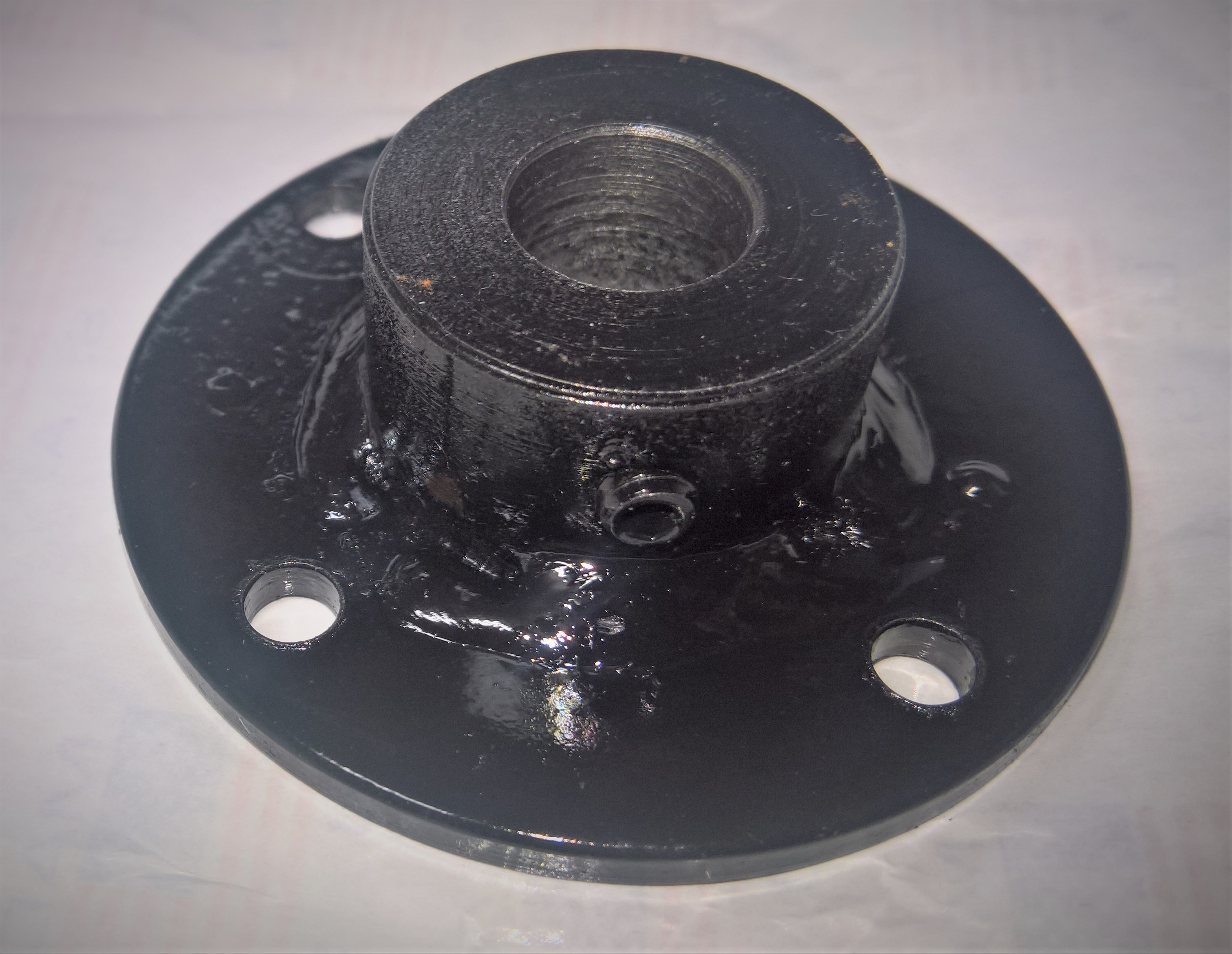
Note - the washers will distort when
I weld them, typically up to .040, rarely more. This will make them wobble
a little - while this really doesn't matter, if it bothers you, choose the ones
that are faced flat - I put these on my metal lathe and make them run
true. (I don't bother doing this for the ones I use myself, if that fact
helps you decide).
Basic welded faceplates are as
shown above, for other sizes see
below:
1 7/8" X 8 $45
each, plain, minimum order of 5 pieces, please email
Other sizes, please ask.
Nut only $4 each for
"normal" sizes, $6.50 each for the metric M33 nuts for OneWay
lathes, LH nuts are $5 and up depending on the specific size. please
email
Spare steel washer $1.50 each, used
as a spacer if your spindle isn't threaded all the way to the shoulder
(suggestion - make your own out of 1/4 inch masonite, AKA "HDF")
please email
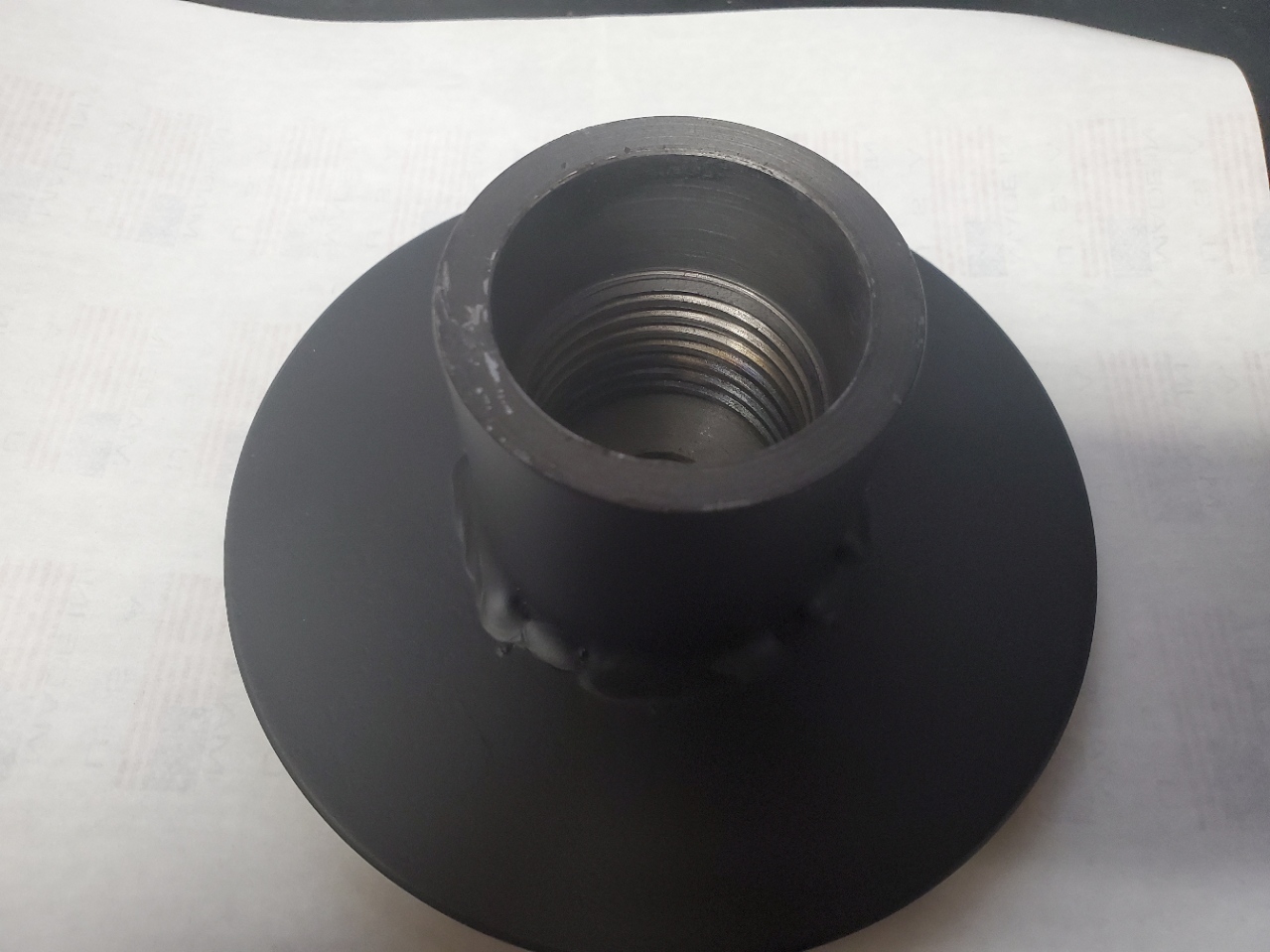
"Relief cutting" - This
involves cutting out the last 1/4 inch or so of threads and facing off the
nut so it mates firmly to the spindle - $5 each. I find
this convenient because you don't have to mess with a washer, but it does
add significantly to the cost. While I have the faceplate on my metal
lathe, I also true it up and face it off, so it runs true like
"real" machined faceplates. If you choose this, be sure to
tell me how much thread you need cut out on your lathe - typically 1/4 inch
is enough.
Usage of these faceplates - see diagram in my article on Vacuum chucks in the tips section of www.woodturners.org,
or on this site
for
a diagram, or click here to see some images. These are not precision
faceplates, but when you screw them to a piece of wood that will become your
fixture and then face off the fixture, any wobble is cancelled out, so it
doesn't matter. You will also find that the nuts I use do not have a
relieved (thread-less) area, so they bottom out without hitting the spindle
shoulder. What I do is put a washer on the spindle first so that the nut
bottoms out on the washer - but sometimes I forget - it doesn't seem to
matter much. (Note that I offer a "relieving" service, above
if you don't want to hassle with a washer) Making a washer out of masonite might be a good idea (haven't
tried that) because it would make a bit of a better seal and stop more of
the vacuum leakage along the threads (there is some but not a lot of leakage
along the threads). Note that the welds may have some small gaps in them
that allow leakage so if you are using these for vacuum chucks, I'd recommend
putting a bead of hot melt, or RTV (silicone rubber) or some other sealant over
the weld to seal it air tight.
To order faceplates, E-mail at this address:
* the fine print - while I can make these in "any" size, some
sizes are just not cost effective. If you don't see your size listed here,
please ask.
Also, wood turning is of course dangerous - I will replace any faceplate that
fails in normal use, but that is the limit of my liability.







 Note duct tape on threads to protect them, I forgot to take a photo without
the tape
Note duct tape on threads to protect them, I forgot to take a photo without
the tape
{kind=link}